リンテックスの研究開発力・
生産技術力・品質管理力が
ひとつになって農業機械・
産業機械を支えています。
人間、社会、地球環境の未来を見つめ、進化を続ける自動車産業の一員として私たちリンテックスは、高機能化や省エネルギー化など高度なニーズに応える、従来にはない価値を付加したホイールの数々を世に送り出しています。
素材からホイールまで一貫した、あらゆる面で効率的な製造・開発・研究体制を構築し、さらなる技術力の向上を図り、お客様のニーズにお応えしていきます。
優れた解析技術による設計力
3次元CAD及びCAEシステムの活用による強度解析/振動解析等のデータを、これまで蓄積したホイールの実体データ・材料データとリンクさせることで、お客様のニーズにベストマッチする製品提案をスピーディーに提供。
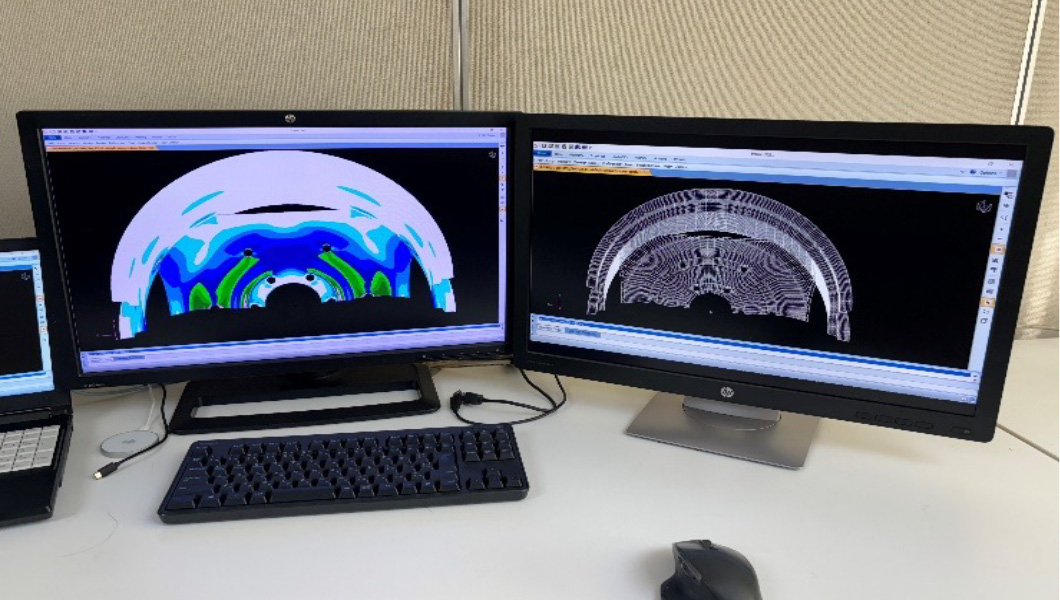
CAE解析
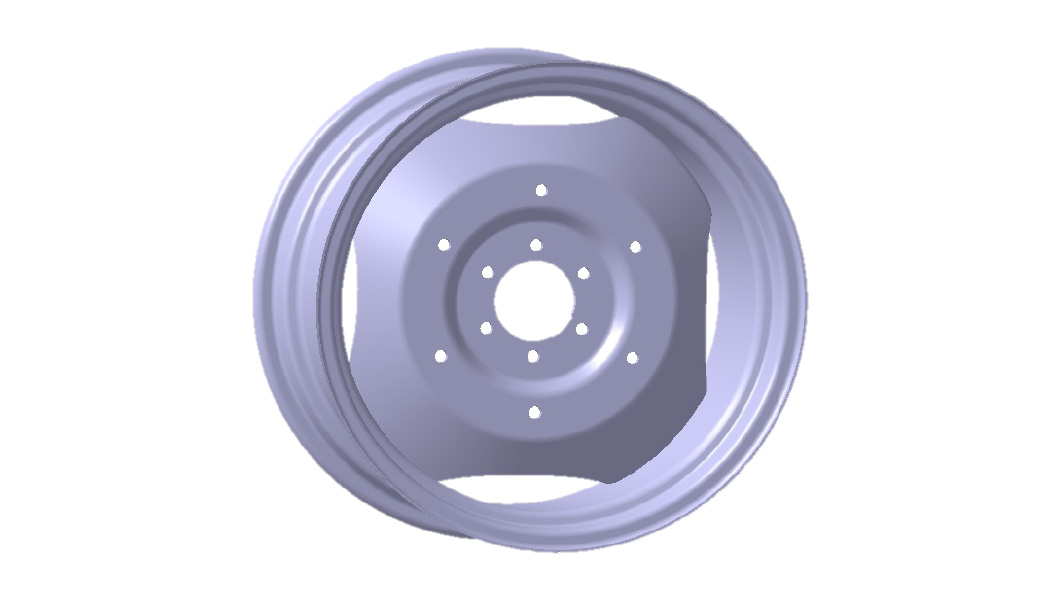
提案モデル
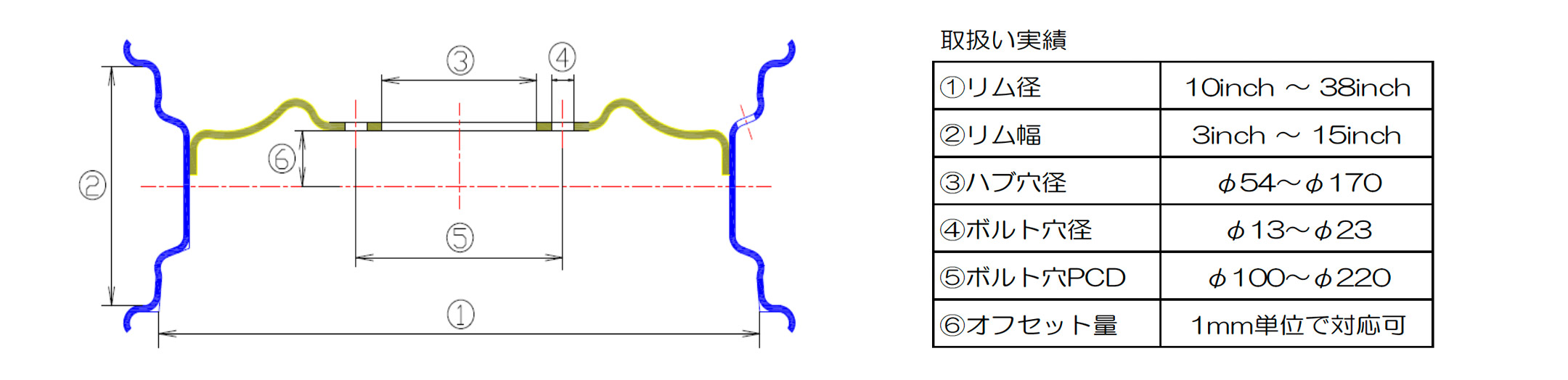
個別のニーズへの対応
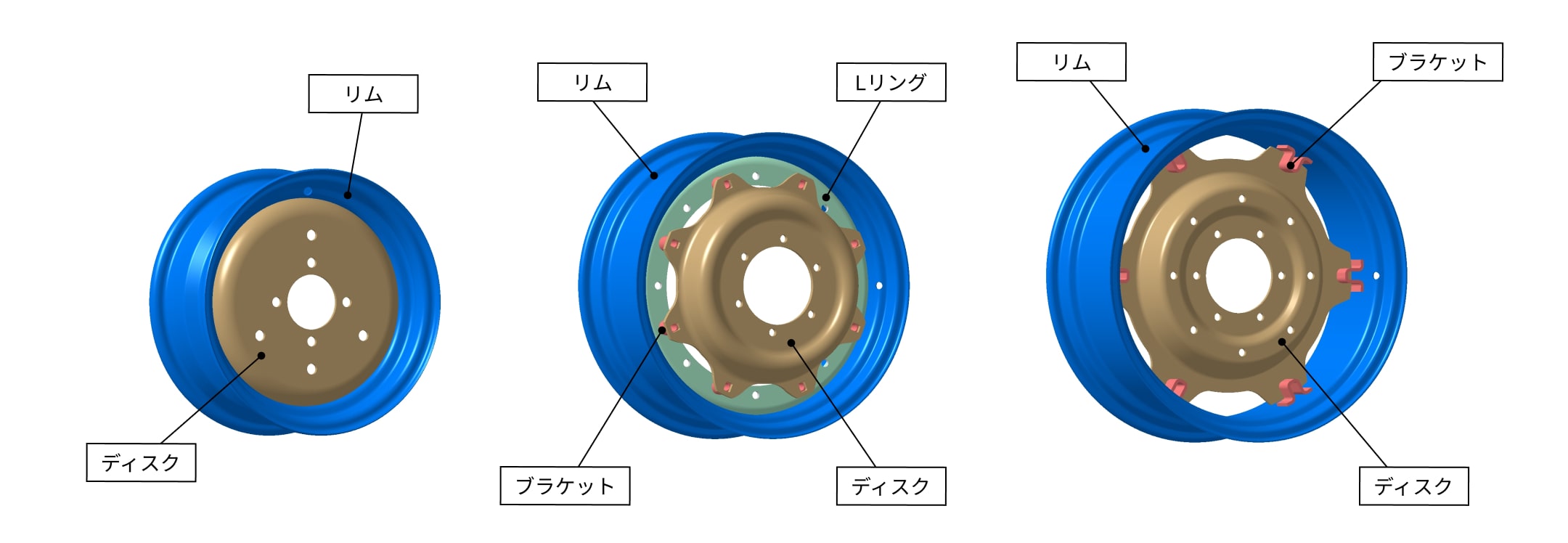
サイズ、ハブ穴、取付穴、オフセット量、組立構造(*)など、使用用途、車体部品に対応した最適仕様の提案が可能。
(*)組立構造
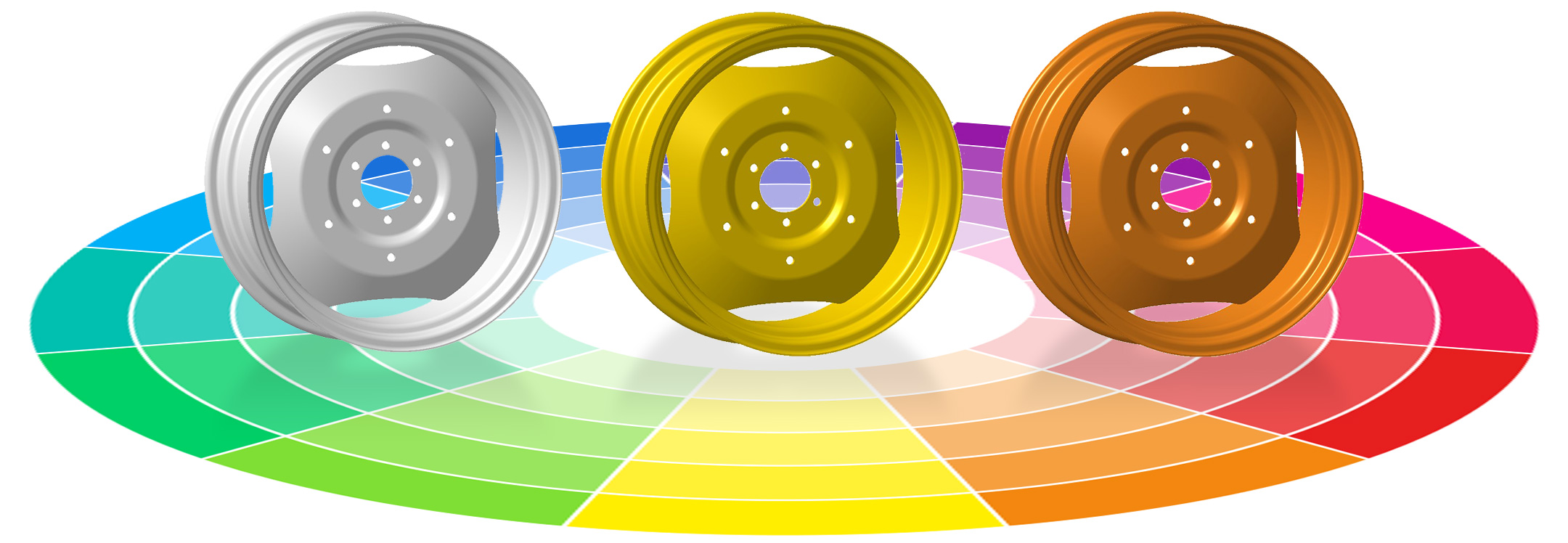
美しい色彩・光沢と高い防錆力
白、赤、青、黄、黒、シルバー、ゴールドなど様々なカラー塗装も可能。
リン酸亜鉛皮膜処理とカチオン電着塗装による、高い防錆力の下塗り塗装に、指定の色彩で高光沢の美しい上塗り塗装の実現。
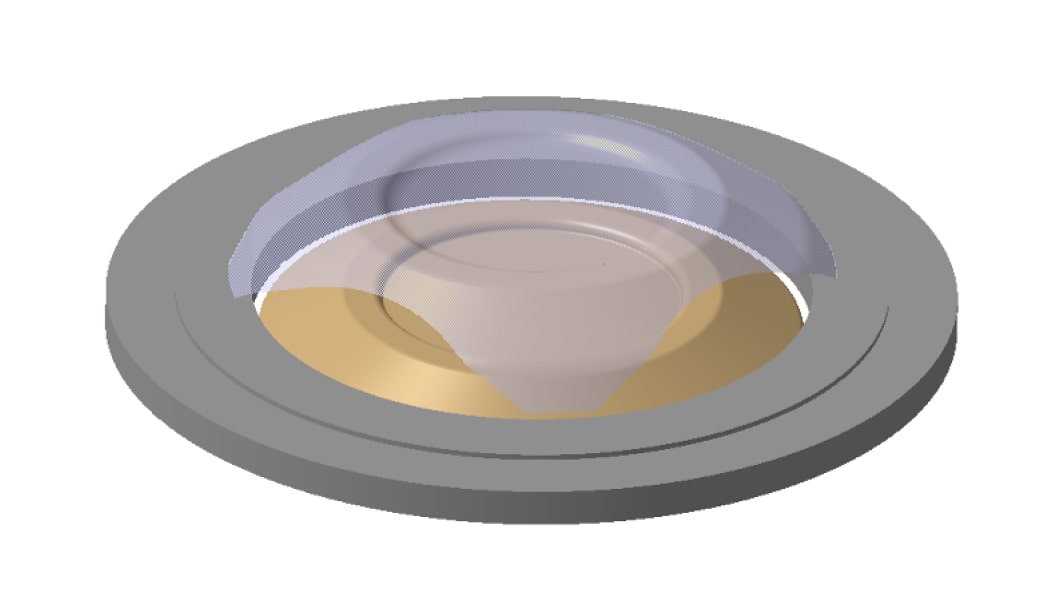
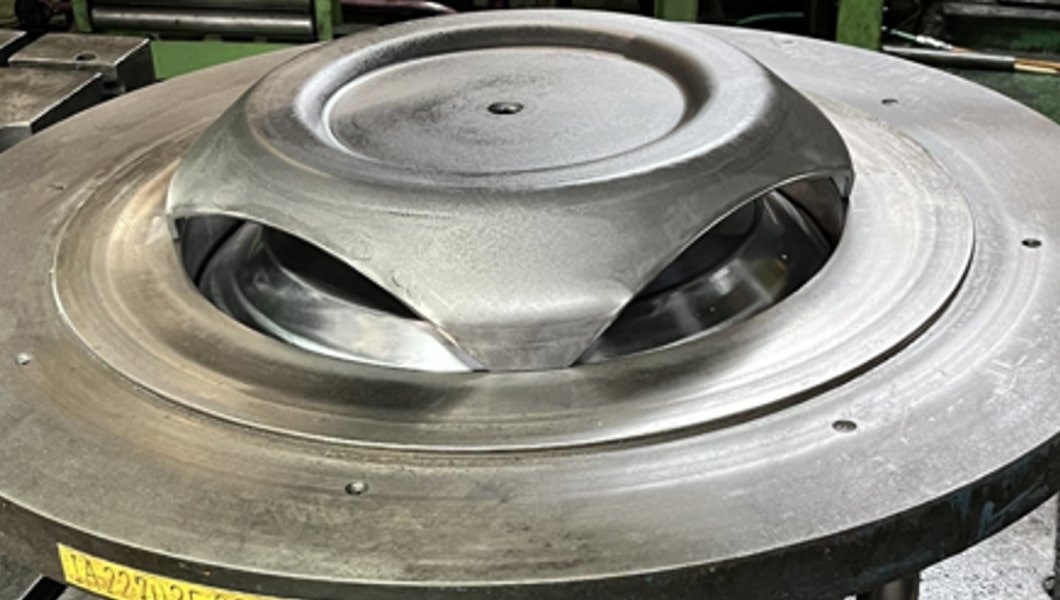
デザインを形にする創造力
成形シミュレーションにより、減肉・シワなどの成型問題を的確に予測した上で金型設計を行うことで金型製作や試作コストを大幅に削減。


タンデムプレスライン
小型から大型まで20台のプレスを保有し、大量生産から少量生産までフレキシブルな生産設備で工程設計。

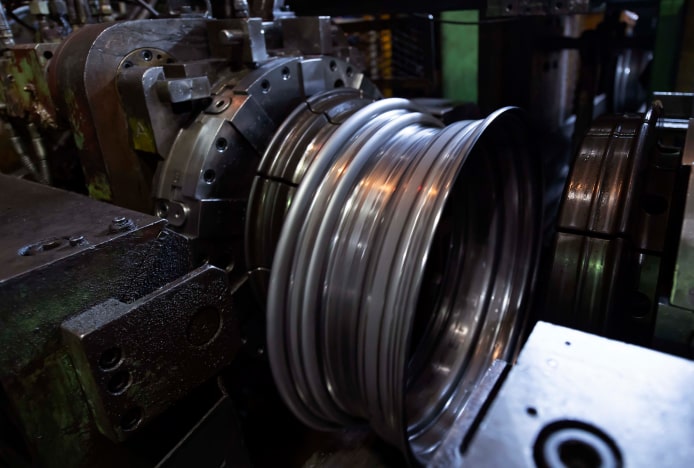
リムライン
材料コイルの状態から各工程で段階的に成型を行い、12インチ~18インチまでのリムを製造。
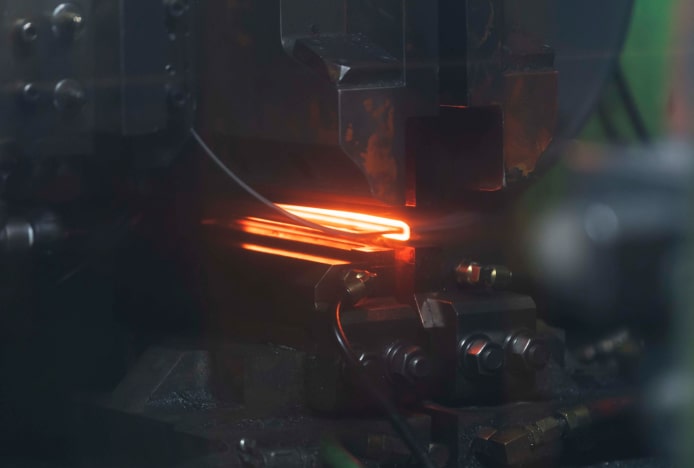
リムの突合せ溶接にはリム端同士を突合せた状態で直流電流を流し、抵抗によるジュール熱を利用して溶接するDCバット溶接。
溶接後にはフレア工程、3段階のロール工程、エキスパンダ工程を経てエアー漏れ検査後にリムが完成。

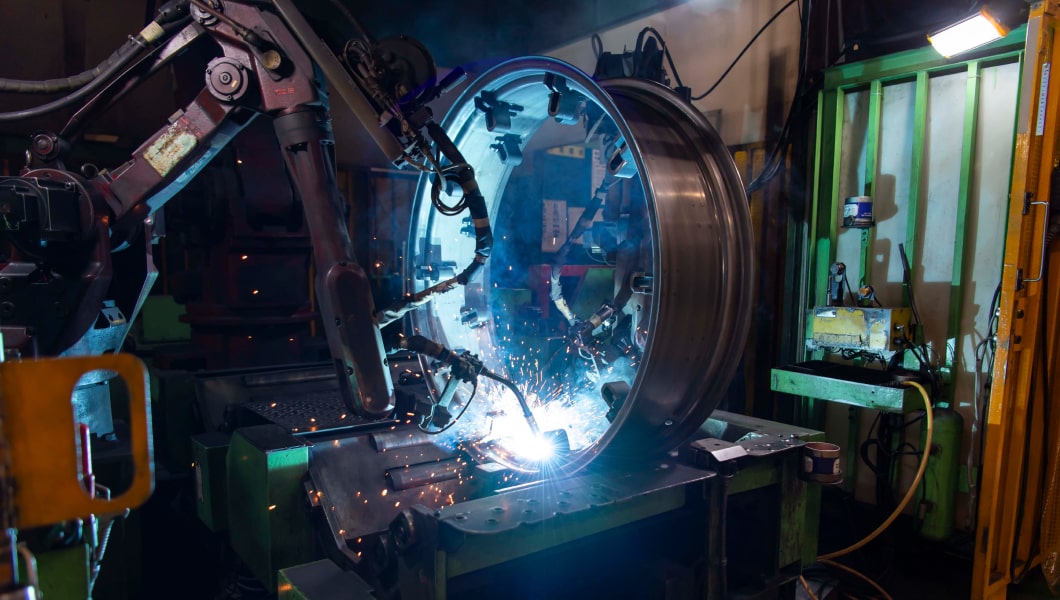
溶接工程
リムとディスクの溶接には「アーク放電」という電気的現象を利用。
アーク放電とは、気体の放電現象の一種で空気中に発生する電流。空間的に離れた2つの電極に電圧をかけていくと、やがて空気の絶縁が破壊されて2つの電極の間に電流が発生し、同時に強い光と高い熱を発生。
このとき発生する弧(Arc)状の光を「アーク」といい、アークの熱を熱源として利用してリムとディスクやブラケットを溶接。

塗装ライン
下地に微細なリン酸亜鉛皮膜結晶を均一に形成させることで、SST720時間以上の高い防錆性と、架橋反応の増強により密着性に優れた下塗り塗膜を生成。
上塗り塗装は被塗物に高電圧で帯電させた霧化塗料を吹き付けることで、接地した被塗物との間に生成される静電界の力で塗装するため、塗着効率の良い均一で塗りムラのない上塗り塗装が可能。
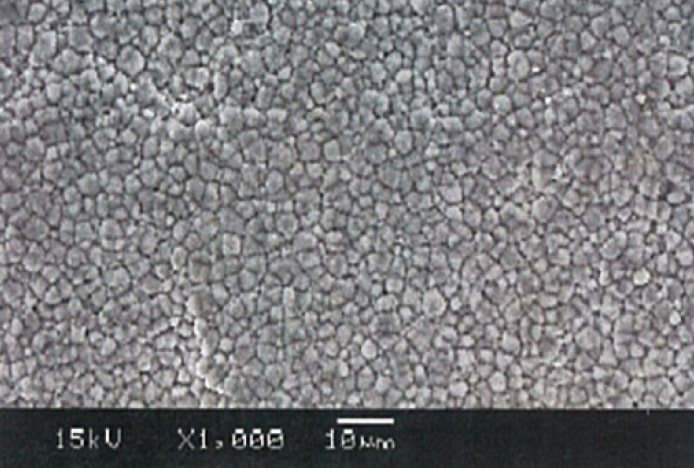
化成皮膜結晶

カチオン電着漕

上塗りブース
全社をあげた総合的品質マネジメントシステムを実践
最先端の各種試験機器による万全のチェック体制のもと、
材料の受け入れから、ホイール完成品の検査、ホイール金型や生産設備のメンテナンス、
生産環境のクリーン化の徹底まで、全社をあげた総合的品質マネジメントシステムを実践しています。

回転曲げ試験機

コーナリング中にホイールが受ける力「曲げモーメント」に対するホイールの耐久性を確認する試験機。ホイールに曲げモーメントを負荷しながら規定回転数まで回転させて、割れ・変形・ナットゆるみを評価。
半径方向負荷試験機

走行中にホイールにかかる上下方向の荷重に対するホイールの耐久性を確認する試験機。
ホイールに指定されたタイヤを取付、実際の走行時よりも過酷な荷重に設定し規定回転数まで回転させて、割れ・変形・ナットゆるみを評価。
塩水噴霧試験機

塗装した製品・部品・試験片の耐食性を評価する試験機。
連続して塩水を噴霧させた試験機の中で塩害や錆の進行を評価。
3次元測定機

データにて対象物を立体的に捉えて、寸法や形状の測定を行い、測定された情報が三次元のX、Y、Z軸の座標で表示され、この各座標情報をそれぞれ組み合わせることで、寸法や公差を測定することが出来る測定機。
プレス設備

| 単発プレス | |||
|---|---|---|---|
| 1000ton x 1 | 800ton x 1 | 500ton x 3 | 300ton x 1 |
| 200ton x 2 | 120ton x 3 | 150ton x 3 | 100ton x 5 |
溶接設備
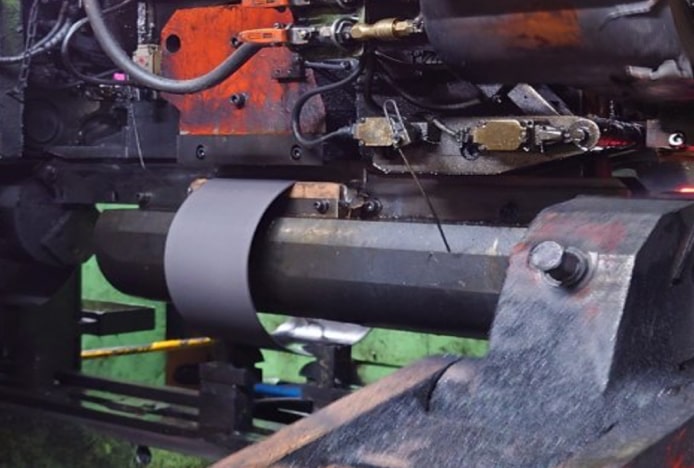
DCバット溶接
リムの素管の突合せ溶接は、DCバット溶接設備で行います。
突き合わせた箇所が溶けても離れない様金属同士を連続的に押しつける(バッティング)事からアップセットバット溶接やたんにバット溶接と呼びます。
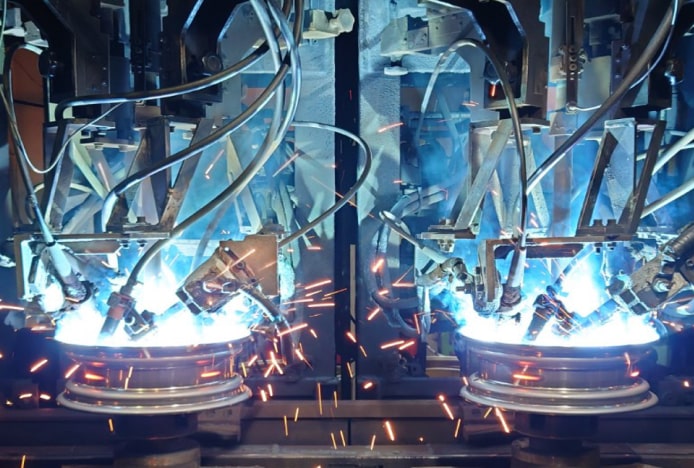
4本トーチ アーク溶接機
リムとディスクの溶接には「アーク放電」という電気的現象を利用する設備を使用します。
2本のホイールに4箇所同時溶接が可能です。

ロボットトーチ アーク溶接機
リム・ディスク・ブラケット類の溶接はロボット溶接機を使用します。
製品の搬入から溶接作業、溶接後の搬出までをロボットで行えるため、作業者スキルに依存しない安定したアーク溶接工程を実現します。
塗装設備

電着カチオン塗装
ホイールの全面に防錆性を確保するために、大きな電着塗料のプールにホイールを丸ごと浸漬させる塗装方式です。
優れた防錆性を実現する下塗り電着塗膜は、わずか髪の毛の1/5の厚みでホイールを錆から守る働きをしています。

上塗り静電塗装
静電塗装ガンを上下方向にストロークして塗布する自動塗装機械で、長時間の安定塗装に優れる塗装方式です。
静電塗装は、塗料のつき回りがよく、無駄な塗料の飛散を減らし、均一な色彩と光沢のある塗装が可能です。